نیروی برشی
بيشتر سنبه ها و ماتريسها براي برش فلزات بکار مي روند. و داراي سطحي صاف که با محور قالب زاويه ۹۰ درجه مي سازد مي باشند. بطوريکه قالب بسته مي شود عمل برش در يک لحظه در حاليکه همه سطح سنبه با ورق در گير است شروع مي شود. سطوح صاف سنبه ها و ماتريسها باعث مي شود که تغيير شکل قطعه به حداقل خود کاهش يابد. همچنين تيز کردن اين قالب ها بوسيله ماشينهاي سنگ کف ساب ساده مي باشد. بيشتر قالبهاي برش، صفحه پران لازم را جهت جدا کردن فلز دارند. اين فصل شامل فرمولهايي است که براي محاسبه نيروها و انرژي در برش لازم مي باشند. که عبارتند از:
- نيروهاي برش با لبه هاي برش قائمه
- نيروهاي برش با لبه هاي برش زاويه اي
- نيروي پران ورقه از سنبه
- کار يا انرژي
محاسبه نيروي برش يک قالب از اين جهت ضروري است که بتوان پرسي با قدرت مورد نياز را انتخاب کرد. از کار يا انرژي لازم براي عمل برش جهت مشخص کردن اندازه چرخ لنگر پرس يا انرژي لازم که از باز ايستادن پرس جلوگيري کند استفاده مي کنند. نيروهاي پران بايد مشخص شود تا بتوان اندازه و فشار فنرهاي قالب را تخمين زد. محاسبات براي قالبهايي است با لبه هاي برش تيز و از اينرو براي قالبهايي که لبه هاي برش آنها زاويه دار شده بايستي نيروي برشي زاويه اي را در نظر گرفت.
برش با لبه هاي قائمه:
نيروي برش لازم را از حاصلضرب فشار برشي فلز مورد نظر در سطح برش بدست مي آورند.
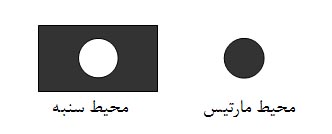
 طول لبه برش در ماتريس به اندازه تلرانس از هر طرف از طول لبه برش در سنبه بزرگتر است. از طرف ديگر چون مقدار تلرانس در قالبها کوچک است. مي توان طول لبه برش سنبه يا ماتريس را براي تعيين طول برش در قالب بر گزيد. ولي معمولا براي برش سوراخها، محيط سنبه و براي برش قطعات محيط ماتريس را انتخاب مي کنند. از طرف ديگر اندازه نقشه هم قابل استفاده است.
طول لبه برش در ماتريس به اندازه تلرانس از هر طرف از طول لبه برش در سنبه بزرگتر است. از طرف ديگر چون مقدار تلرانس در قالبها کوچک است. مي توان طول لبه برش سنبه يا ماتريس را براي تعيين طول برش در قالب بر گزيد. ولي معمولا براي برش سوراخها، محيط سنبه و براي برش قطعات محيط ماتريس را انتخاب مي کنند. از طرف ديگر اندازه نقشه هم قابل استفاده است.
 مقاومت برشي
مقاومت برشي
مقاومت برشي يک فلز مقاومتيست که فلز در برابر برش از خود نشان مي دهد. و مقدار آنرا معمولا (N/mm2) بيان مي کنند. مقاومت برش مشخص کننده فشار لازم جهت شکست فلز مي باشد.
در قالبهايي که مقدار تلرانس آنها زياد است مقاوم برشي برابر است با مقدار اسمي حد مقاومت کششي فلز، زيرا فلز در اثر کشش بريده مي شود. مقاومت نهايي يک فلز بوسيله کشش يک نمونه مشخص از آن فلز اندازه گيري مي شود. حداکثر نيروي مصرفي براي اين آزمايش را بر کوچکترين سطح مقطع تقسيم مي کنيم.
حد مقاومت کششي يا مقاومت نهايي کششي Sut از فرمول زير بدست مي آيد.
سطح مقطع قطعه / حداکثر بار وارده = حد مقاومت کششي
عمل برش وقتي موثر خواهد بود که تلرانس کمتر و لبه هاي برنده تيز تر باشند. زيرا که لبه هاي تيز قالب بار وارده بر فلز را متمرکز کرده و فشار بيشتري را توليد مي کنند. نيروي کمتري جهت برش لازم است. از طرف ديگر با تلرانس کوچکتر فنر بوسيله کشيده شدن جدا نمي شود. تجربه نشان داده است که با تلرانسهاي کمتر از ۵۰ % و تيزي لبه هاي برنده قالب ، مقاومت برشي فلز خيلي کمتر از حد مقاومت کششي فلز مي باشند. مشکلاتي وجود دارد که نمي توان مقاومت برشي هر آلياژي را مشخص کرد و آنها عبارتند از: فلز سرد نورد شده، تلرانس يا لقي انتخاب شده جهت نيروهاي وارده بر سنبه. معمولا مقاومت برشي Ssy بين ۵۰ تا ۸۰ درصد مقاومت کششيSy مي باشد. براي آلومينيوم و آلياژهايش مقاومت برشي بين ۵۰ تا ۷۰ درصد مقاومت کششي مي باشد. براي آهن با درصد کربن کم بين ۷۰ تا ۸۰ درصد مي باشد. براي اينکه از نتيجه کار مطمئن شويم. معمولا در محاسبات از مقدار اسمي حد مقاومت کششي استفاده مي شود. جدول زير مقاومت برش بعضي از فلزات پر مصرف را معرفي کرده است.
چون ظرفيت پرسها را اغلب با تن مشخص مي کنند لذا بايستي تبديل واحد انجام شود در محاسبات براي نيروي برشي هر قطعه نظر به اينکه بعد از چند عمليات روي فلز بر اثر سخت شدن فلز مقاومت برشي آن گاهي اوقات تا ۵۰% افزايش مي يابد. از ابتدا مقاومت برشي سخت شده آنرا به حساب آورده تا در عمليات اشکالي بوجود نيايد.
محاسبه کار لازم در قالبهايي که سطوح برشي آنها قائمه مي باشد:
کار لازم جهت برش يک ورق فلزي برابر است با حاصلضرب ميانگين نيروي برشي در فاصله ايکه نيرو عمل مي کند.
فاصله * ميانگين نيروي برش = کار
از طرف ديگر چون منحني نيرو براي برش ورقه هاي فلزي تقريبا بصورت مستطيل است. حداکثر نيرو را براي محاسبه انرژِي يا کار لازم مي توان به حساب آورد. البته بايد متذکر شد که اين موضوع وقتي درست است که تلرانس قالب زياد باشد و هيچگونه برش ثانويه در سطح برش نداشته باشد. زيرا وجود برش ثانويه در سطح برش مستلزم نيروي اضافي در موقعيکه عمل برش انجام مي گيرد مي باشد.
مسافتي که سنبه نيروي برش را در داخل ماتريس وارد مي کند: برابر است با مقدار نفوذ سنبه در فلز تا وقتيکه عمل شکست انجام گيرد. در فصل اول جدولي از نفوذ سنبه در فلزات مختلف آمده است. بنا بر اين سنبه نيروي برش زيادي را در همه ضخامت فلز وارد مي کند. از طرف ديگر بار وارده بر سنبه در حين برش بطور ناگهاني به صفر مي رسد. اين عمل وقتي انجام ميگيرد که شکستي که از جانب سنبه در ورق ايجاد شده با شکستي که از جانب ماتريس ايجاد شده همديگر را قطع کنند. فرمول محاسبه انرژي لازم جهت برش ورقه هاي فلزي بصورت زير مي باشد.
ضخامت فلز * درصد نفوذ * حداکثر نيروي برش = کار
محاسبه کار در قالبهايي که سطوح برش آنها بصورت قائمه نمي باشند: بعضي اوقات جهت کاهش نيروي برش لازم در يک قالب سطوح برش روي سنبه يا ماتريس يا هر دوي آنها را تحت زاويه سنگ مي زنند. اين عمل را اصطلاحا قيچي مي نامند. اغلب وقتي ظرفيت قالب از ظرفيت پرس بيشتر باشد اين زاويه را بر روي سطوح برش ايجاد مي کنند. تا نيروي برش قالب را در حد ظرفيت پرس پائين بياورند. زاويه هاي سطوح برش، عمل برش قالب را بصورت عمل برش يک قيچي در خواهد آورد. در جائيکه مايل بودن يکي از تيغه هاي قيچي نسبت به ديگري نيروي برش را تا حد توان دست انسان کاهش مي دهد. از طرف ديگر عمل برش بصورت مرحله اي انجام ميگيرد، بجاي اينکه يک مرتبه انجام پذيرد.
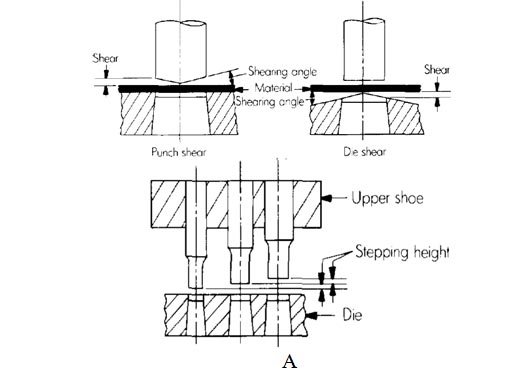
مايل ساختن سطوح برش را با مقدار ازدياد يا کاهش شيب لبه برش اندازه گيري مي کنند. نمونه هايي از اين سطوح را در شکل زير A مشاهد مي کنيد. در موقع برش سوراخها، زاويه را روس سطح برش سنبه تعبيه مي کنند. و از اينرو دورريز قالب تغيير شکل پيدا مي کند. ولي در موقع برش قطعات از يک ورق، زاويه را روي سطح ماتريس ايجاد مي کنند. و در اين حال قطعه بدون تغيير شکل از ورق جدا مي شود.
 ايجاد زاويه روي سطح برش سنبه: کاهش نيروي برش را مي توان از روي شکل تخمين زد. فرض مي کنيم که سنبه را مطابق شکل زير D تحت زاويه سنگ زده باشيم، اين حالت حداقل برش در هر لحظه انجام مي گيرد. با دانستن درصد نفوذ فلز حداکثر طول برش در هر لحظه را مي توان مشخص کرد. در حالتهاي زير لبه سنبه به اندازه ضخامت ورق سنگ زده شده و نفوذ فلز ۵۰% ضخامتش مي باشد. ابتدا نوک سنبه تا حد نفوذ فلز در فلز فرو مي رود و عمل برش فقط روي ۵۰% محيط سنبه انجام ميگيرد و در اين حالت حداکثر بار روي سنبه وارد مي شود. هرچه سنبه بيشتر پائين مي رود درصد کمتري از محيط سنبه در حال برش است. در نتيجه نيروي کمتري لازم است. البته يکبار ديگر هم حداکثر بار روي سنبه وارد ميشود و آنهم وقتي است که لبه انتهايي سنبه روي سطح کار قرار ميگيرد.
ايجاد زاويه روي سطح برش سنبه: کاهش نيروي برش را مي توان از روي شکل تخمين زد. فرض مي کنيم که سنبه را مطابق شکل زير D تحت زاويه سنگ زده باشيم، اين حالت حداقل برش در هر لحظه انجام مي گيرد. با دانستن درصد نفوذ فلز حداکثر طول برش در هر لحظه را مي توان مشخص کرد. در حالتهاي زير لبه سنبه به اندازه ضخامت ورق سنگ زده شده و نفوذ فلز ۵۰% ضخامتش مي باشد. ابتدا نوک سنبه تا حد نفوذ فلز در فلز فرو مي رود و عمل برش فقط روي ۵۰% محيط سنبه انجام ميگيرد و در اين حالت حداکثر بار روي سنبه وارد مي شود. هرچه سنبه بيشتر پائين مي رود درصد کمتري از محيط سنبه در حال برش است. در نتيجه نيروي کمتري لازم است. البته يکبار ديگر هم حداکثر بار روي سنبه وارد ميشود و آنهم وقتي است که لبه انتهايي سنبه روي سطح کار قرار ميگيرد.

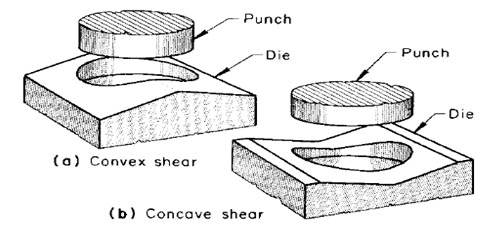
ايجاد شيب روي ماتريس: براي کاهش نيرو جهت برش قطعه اي از ورق شيب را بايد روي ماتريس ايجاد کرد. در اين حالت دورريز خم مي شود. و بخاطر اينکه اندازه برش در مقايسه با ضخامت ورق بزرگ است، نيروي لازم براي خم دورريز را مي توان ناديده گرفت. منحني هاي شکل زير براي اکثر قطعات قابل استفاده است.
نيروي مصرفي در اين حالت تقريبا نصف نيروي لازم وقتيکه سطح برش قائمه است مي باشد و از طرف ديگر بخاطر اينکه سنبه يکباره با فلز درگير نمي شود، صداي حاصل از برخورد سنبه با فلز هم کاهش ميابد.
نيروي بيرون انداز (Force of Striper):
وقتيکه عمل برش خاتمه ميابد ورق به اطراف سنبه مي چسبد که بوسيله عمل مکانيکي بايد ورق را از سنبه جدا کرد. ورقه فلزي به سنبه مي چسبد و در بعضي مواقع ممکن است بصورت سرد به سنبه جوش خورده شود ( پديده جوش سرد). هر چه اين جوش سرد روي سنبه بيشتر شود، سايش بيشتري روي سوراخ بريده شده بوجود مي آيد. اين فلز جوش داده شده بايد از روي سنبه جدا شود. فلزات نازک و سخت نيروي پران کمتري احتياج دارند. و در بعضي اوقات اصلا احتياج به پران نيست. فلزات نرم تر آلياژهاي (Al,Cu) تمايل بيشتري به جوش خوردن روي سنبه را دارند. از اينرو نيروي پران بيشتري لازم دارند. در طراحي اکثر قالبها نيروئي برابر ۱۰% نيروي برش رابه اين کار اختصاص مي دهند. از طرف ديگر در صورتيکه تلرانس قالب بيشتر از ۱۵% باشد نيروي پران را مي توان به ۵% نيروي برش کاهش داد.
نيروهاي پران بطور دقيق با بکار بردن فشار سنج و بدون اينکه سطح برش قالب تحت زاويه اي سنگ زده شده باشد اندازه گيري شده، نتايج بيانگر اينست که با تلرانسهاي بيشتر از ۱۰% ، نيروهاي پران کمتر از ۲% هستند. با تلرانسهاي کم که ايجاد برش ثانويه در سطح برش مي کنند، اغلب نيروي پران به ۳۰% نيروي برش مي رسد. با تلرانسهاي کمتر از ۳% سنبه به ورق چسبيده مي شود. و اين چسبيدگي باعث بيرون کشيدن سنبه از سنبه گير مي گردد.
قواعد عمومي نيروي پران عبارتند از:
- فلزات نرم تر نيروي پران بيشتري لازم دارند.
- تلرانسهاي کمتر نيروي پران بيشتري لازم دارند.
- برش قطعات از کناره ورق فلزي بخاطر اينکه ورق فلز مي تواند کج شود و از سنبه جدا شود نيروي پران کمتري لازم دارند. ( بعضا نيازي به پران ندارد)
- برش با سرعت زياد بخاطر حرارتي که ايجاد مي کند و شانس جوش خوردن ورق به دور سنبه را افزايش مي دهد نيروي پران بيشتري نياز دارد.
- روغنکاري سنبه ها نيروي پران را کاهش مي دهد.
- سنگ زدن سنبه و ماتريس بصورت عمودي نيروي پران را کاهش مي دهد.