بهینه سازی قالب آهنگری
موفقیت در طراحی قالب آهنگری به بهینه کردن عوامل زیر بستگی دارد:
۱- محل سطح (خط) جدایش دونیمه قالب (Parting line)
۲- طراحی ابعاد حفره قالب نهایی
۳- طراحی ابعاد سر ریز (Flash) در قالب
الف- پیچیدگی شکل قطعه و گروه بندی شکلی
ب- استفاده از گروه بندی شکلی در طراحی سرریز
ج- طراحی ابعاد سرریز از قطعه نهایی
د- محاسبه وزن سرریز در قطعات آهنگری
ه- طراحی محل تجمع سرریز
۴- محاسبه فشار، بار و انرژی در آهنگری قالب بسته
۵- محاسبه و طراحی ابعاد بیرونی قالب بسته
۶- طراحی قالبهای پرس سر ریز
۷- طراحی شکل پیش فرم
۱-۲-۳-۱- محل سطح (خط) جدایش دو نیمه قالبها
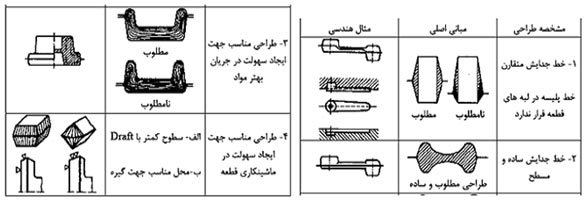
۱-۲-۳-۲- خط جدایش
خط جدایش قالب روی سطح قطعه آهنگری نسبت به وضعیت قرارگیری قطعه در داخل قالب است و روی پارامترهای زیر تاثیر گذار است.
- کنترل جریان مازاد مواد به بیرون و جریان مواد در داخل حفره قالب.
- تاثیر روی مقدار و وزن مازاد مواد مورد نیاز جهت اطمینان از پر کردن قالب.
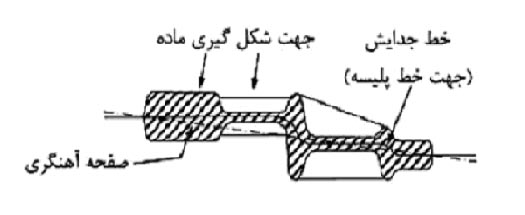
- کنترل نیروهای جانبی قالب بالا و پایین با استفاده از سطح جدایش زاویه دار
- ایجاد سهولت در قرار گیری قطعه پیش فرم در محل مورد نظر
- تقسیم حجم مناسب قطعه در دو حفره قالب پایین و بالا
- ایجاد سهولت در بیرون انداختن قطعه با کمترین تلاش اپراتور
- کنترل و ایجاد تعادل در سایش قالب بالا و پایین با ایجاد پروفیل جریان یکسان در دو حفره
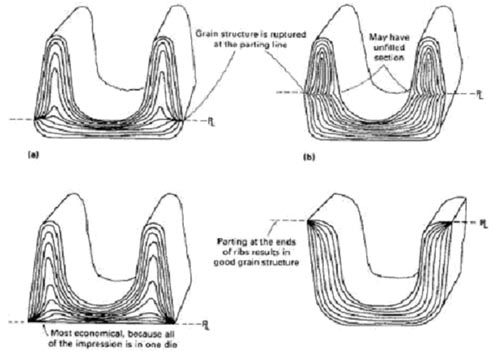
- کنترل و بهبود ریز ساختار فلز در محل های مورد نظر با کنترل جریان ماده
۱-۲-۳-۳- طراحی ابعاد حفره قالب نهایی
چنانچه تصمیم بر تولید انبوه یک قطعه طبق نقشه صنعتی ماشینکاری شده آن از روش آهنگری باشد، انواع ملاحظات ابعادی بایستی روی آن اعمال گردد. طراحی حفره قالب نهایی بر اساس این ملاحظات ابعادی صورت گرفته و کاربرد صحیح آن در کیفیت قطعات تولیدی نقش مستقیم دارد.
که عبارتند از:
الف- ملاحظات ابعادی جهت ماشینکاری
ب – شیب دیواره قالب (Draft)
ج- ترتیبات ترمودینامیکی عملیات آهنگری
د- انحراف جانبی و جفت نشدن قالب
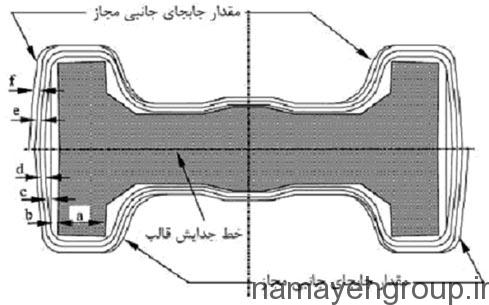
و- جابجایی جانبی کشویی چکش یا پرس و جفت نشدن قالب