روش هاي ترموفورمينگ
شكل دهنده هاي مكانيكی
اين روش شكل دهنده هواي متراكم را استفاده نمي كند يا روش برقي حركت مي دهد و قالب لايه را مي سازد . نيروهاي لازم توسط كشيده شدن يا خم شدن روي سطح بكار گرفته مي شود يا توسط فشار دادن سطح از كلي يا دو طرف با هم بندي ها ، قالب بندي ، يا پوشش هاي شكل گرفتة مختلف بكار گرفته مي شود . پوشش ها بطور پوششي براي توزيع كردن پلاستيك در قالب استفاده مي شود . چندين تكنيك شكل گرفتة مكانيكي ، قالب سخت ، قالب كشيده ، قالب هاي مساوي شده ، و گرماي همسان شده هستند .
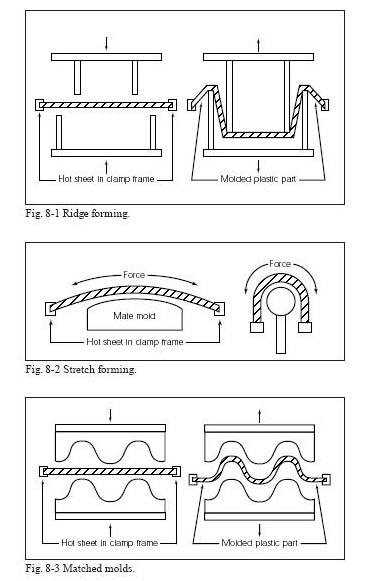
قالب سخت ، يك چهارچوب برون خطي است كه روي سطح گرما از يك طرف فشار مي آورد و روي لبه هاي قاب از جهت مخالف ، شكل هاي هندسي را خلق مي كند ، آنهم در حالي كه فقط با لبه ها را در تماس هستند .
اين فرايند اغلب براي قسمت هاي آشكار استفاده مي شوند ، جايي كه نورشناسي خوب مورد نياز است . اين فرايند با مواد – با گرما بالا – بهتر كار مي كنند ، مثل قالب آكريليك و با تیریت، هر چند ، پلي كرنيت و ABS بطور موفق آميزي شكل گرفته است. تقاضاها نمايش موارد، پنجره ها ، ولترهاي روشن را دربرمي گيرد . ( نمودار ۱-۸ را نگاه كنيد ).
قالب كشيده ، در اين فرايند ، سطح براي حرارت قالب دهي گرم شده اند ، و به طرف سطح قالب حركت مي كند ، و پس روي لبه هاي سطح كشيده مي شود ، و بر روي سطح قالب گسترده مي شود . آن پس در مكاني براي سرد كردن ، متصل مي شود . آكريليك يا پلي كربنات آشكار بطور نسبي بوسيلة اين فرايند شكل گرفته است . روش همچنين استفاده مي شود ، وقتي كه پوشش پلاستيك در طول يك ميله محور سنبه باشد آنهم براي يك شكل حلقوي يا شكل « U » ( نمودار ۲-۸ را نگاه كنيد ) .
قالب مساوي شده . اين فرايند دو قالب را با سطوح جفت شده يا مساوي شده استفاده مي كند . كه تراكم بين سطح گرم آنهاست . به روي كشيدگي مواد بستگي دارد ، نيروهاي فشار نورد حدود ۶۰-۵۰ psi ( kpa 414-34 ) است . بعضي مواد فيبر – مسلح ممكن است فشارهاي بالاتري را نياز داشته باشد . هزينه هاي ابزاري در اين فرايندها بالاتر هستند ، با بلندي كه به زمان ها مي رسد ، زيرا دو سطح قالب نيازمند است . بيشتر از اينها ، فشارهاي عمل كنندة بزرگتر قالب هاي قوي تري را درخواست مي كند . هرچند ، با اين فرايند ، جزئيات به روي هم قسمت و هم سطوح يا قالب هاي آلومينيومي حرارت كنترل شده ، قسمت هاي خنك خيلي به سرعت و با فشارهاي باقيمانده و اندك قالب بندي مي شود . مواد اسفنجي و مواد فيبر – مسلح بطور خاص توسط اين فرايند شكل گرفته است ( جدول ۳-۸ را نگاه كنيد ) .
گرماي همسان شده :
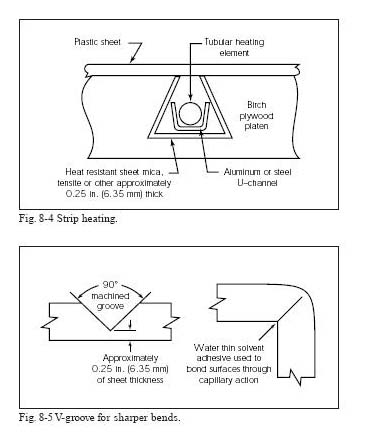
گرماي همسان شده بطور گسترده اي براي ساختن خميدگي هاي تك – سطحي در سطح ترموپلاستيك مورد استفاده قرار مي گيرند . يك گرماده آشوبگر يا سيم مقاوم نيكي كروم حلقوي بطور تخميني ۰۲۵/۰ اينچ معادل ( mm64/0 ) در ضخامت سطح به داخل يك شكاف در سطح نورد بزرگ فرو شده است . سطح پلاستيكي بر روي سطح نورد كشيده شده است ، كه فقط خط صاف و همواري از گرماده را گرم مي كند . سطح پس خم شده و در يك قالب قرار مي گيرد كه شكلش را در حالي كه در حال سرد شدن است حفظ كند . گرماده هاي اضافي مي توانند در نورد تنظيم شوند آنهم براي خلق كردم خميدگي هاي دوگانه در يك جزء ، به خاطر نيازمندي ها به توليد بالا ، نوردهاي گرماده دو گانه و قالب ها براي حفظ كردن سرعت توليد مورد استفاده قرار مي گيرند ( نمودار ۴-۸ را نگاه كنيد ) .
براي موادي بزرگتر از in 125/0 ) معادل ( mm 18/3 ) كلفتي ، گرمايي از هر دو طرف هرجزء بكار برده مي شود كه برآمدگي هاي سطح را حذف مي كند . يك طرف براي ۴۵-۳۵% براي چرخه گرما داده مي شود ، و جزء براي يك ۵۵-۴۵% اضافي با يك حركت تند انجام مي شود ، و طرف اول دوباره براي تعادل چرخه گرم شده است ، رديف بلوك ها بر روي نورد براي تضمين كردن مكان آشناي سطح بر روي تسمه هاي گرماده عمل كرده است .
خميدگي هاي تندتر ، و مستقيم تر در موارد ضخيم خلق شده است اگر ۹۰ V شياردار ، براي زواياي مستقيم بر روي سطح دروني سطح اولية گرمايي مكانيزه شده است . ( نمودار ۵-۸ را نگاه كنيد ) .
 فرم دهی تحت خلاء :
فرم دهی تحت خلاء :
شكل دهندة برقي را آويزان كنيد . روش ترموفورمينگ معمولي ، شكل دهندة برقي را آويزان مي كند . يك قالب مونث يا مذكر به داخل يك سطح گرم حركت مي كند ، و يك برقي عادت دارد كه هواي متراكم را بين سطح و قالب به دام بيفكند . يك فشار اتمسفري ( [ kpa 101 ] psi 7/14 ) براي حركت دادن سطح گرم در تمام با قالب مورد استفاده قرار مي گيرد ، و سطح را تا اينكه آن قسمت پايين حرارت گرمايي منحرف را سرد كند ، حفظ مي كند .
در اين فرايند ، پراكندگي خوب ماده اي ، يا ناچگالي مساوي ، بر روي اين موارد تغيير پذير بستگي دارد :
- گرماي يكنواخت سطح
- نوع ماده ي
- كشيدگي سطح
- حرارت قالب
- سرعت دفع هوا ( برقي و يا تراكم هوا )
باحفظ كردن درجه حرارت قالب بطور تخميني ( ۶ ) ۱۰ زير درجة حرارت انحراف مواد ، و بوسيلة استفاده از سرعت سريع دفع هوا ( برقي و يا فشار ) ، بهترين پراكنش مواد به دست مي آيد . يك قالب با حرارت كنترل شده ، كيفيت جزء را افزايش مي دهد .
در شكل دهندة برقي آويزان ، به عنوان سطح گرم در تماس با هر حركت قالب مي آيد ، كه محدودة سطح سريع تر از محدودة لمس شده ، سرد مي شود . قدرت گرما افزايش پيدا مي كند ، آنهم جايي كه سطح ، قالب را لمس مي كند . ا ين سبب مي شود كه بيشترين سطح كشيده شده از محدوده لمس نشده مي آيد .
اينجا يك گوناگوني از روش ها براي كشيدگي سطح وجود دارد كه پراكنش ماده اي يكنواخت را تضمين مي كند . قالب مذكر – پشت را ناگهان مي گسلاند . اين يك فرايند معمولي است زيرا جعبة كمك به سرعت و بطور ارزاني ساخته شده مي باشد . جعبة كمك به داخل سطح گرم حركت
كرده است ، كه علت چسبناكي محيطش است . يك مكنده در داخل جعبه معرفي شده است ، و موادي كه هنوز گرم هستند را به داخل شكل كاسه در جعبه ، مي كشد . چشم فتوالكتريك ( نوري – برقي ) اغلب براي كنترل كردن عمق كاسه يا حباب مورد استفاده قرار مي گيرد . قالب پس به داخل حباب حول داده مي شود ، و به نورد اجازه مي دهد كه فلز وز كرده را براي چسباندن مادة گرم به لبة جعبه جاسازي كند . در اين زمان ، مكنده از جعبة كشيده شده به قالب ذخيره مي كند ، و علت مواد براي گسستن ناگهاني پشت به طرف سطح قالب است . جعبه سپس دور از جزء حركت مي كند مداخله با كولرهاي سرد كننده را حذف مي كند ( نمودار ۶-۸ را نگاه كنيد ) .
قالب مذكر – آبكوهه بند مي آيد . اين وضعيت شبيه به اين است كه پشت را مي گسلاند به غير از جعبه كه مورد فشار قرار گرفته است و علت مواد گرم براي بيرون كشيدن از جعبه در يك شكل حبابي مي باشد.
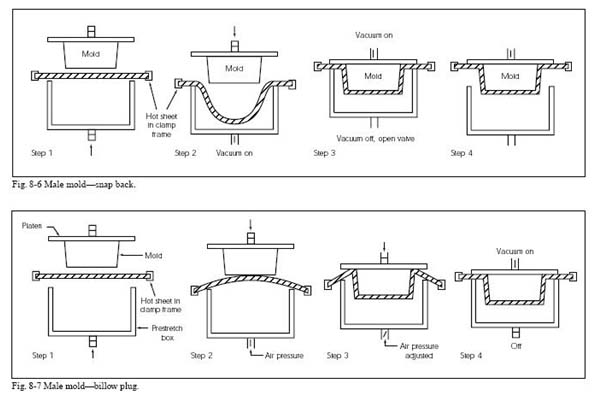 مرتفع ترين آبكوهه ، در حدود ۷۵% از ارتفاع قالب است كه با اولين سطح شكل گرفتة مواد سازگار شده است . قالب به داخل نورد كه ماده را به لبة جعبه مي چسباند ، حركت كرده است . مكنده پس براي قالب بكار رفته است ، مواد را به خاطر ارتباط با قالب كامل و سطح نورد ، مي كشد . اين فرايند بيشترين ضخامت ديوار را نسبت به گسلاندن پشت دارد ، اما خيلي مشكل براي تطبيق دادن براي توليد مناسب است . فشار در جعبه بايد توسط سوپاپ هاي كمكي كنترل شده باشند ، مثل قالبي كه به داخل آن به زور قرار گرفته باشد . ( نمودار ۷-۸ را نگاه كنيد )
مرتفع ترين آبكوهه ، در حدود ۷۵% از ارتفاع قالب است كه با اولين سطح شكل گرفتة مواد سازگار شده است . قالب به داخل نورد كه ماده را به لبة جعبه مي چسباند ، حركت كرده است . مكنده پس براي قالب بكار رفته است ، مواد را به خاطر ارتباط با قالب كامل و سطح نورد ، مي كشد . اين فرايند بيشترين ضخامت ديوار را نسبت به گسلاندن پشت دارد ، اما خيلي مشكل براي تطبيق دادن براي توليد مناسب است . فشار در جعبه بايد توسط سوپاپ هاي كمكي كنترل شده باشند ، مثل قالبي كه به داخل آن به زور قرار گرفته باشد . ( نمودار ۷-۸ را نگاه كنيد )